| Главная » Проекты |
Предлагаем Вашему вниманию проекты промышленной автоматизации от компании ТЕХНОРЕСУРС АВТОМАТИКА. Мы выполняем различные проекты в таких областях, как автоматизация производственных линий, складов цемента, насосных станций, автоматика вентиляции и кондиционирования и многих других.
Для ознакомления с нашими проектами в различных областях, пожалуйста, выберите справа необходимую категорию.
| Всего проектов в каталоге: 65 Показано проектов: 51-60 |
Страницы: « 1 2 ... 4 5 6 7 » |
|
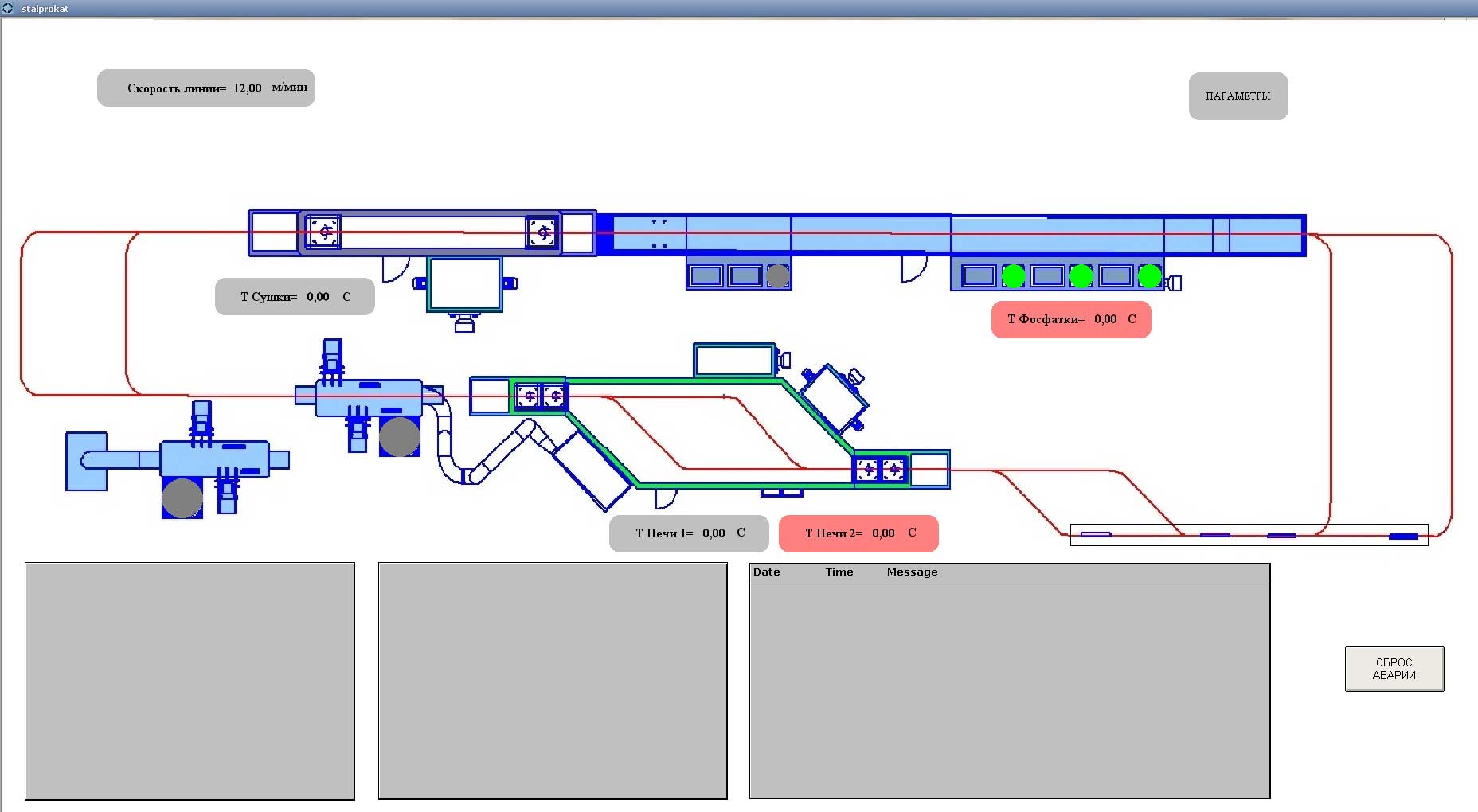
АСУ линией покраски реализована на базе контроллера Omron CJ2M. Система производит управление маршрутизацией окрашиваемых деталей (элементов стеллажных конструкций) на различных стадиях технологического процесса окраски, осуществляет контроль правильной загрузки, разгрузки, контроль нахождения деталей на стадиях мойки, фосфатирования, окрашивания, прогрева. Так же АСУ поддерживает необходимые (заданные) температуры газовых горелок Viessmann на узлах мойки, фосфатирования, в камерах полимеризации. Верхний уровень АСУ, реализованный в среде CX-Supervisor, имеет гибкий интерфейс, позволяющий задавать необходимые уставки технологических параметров процесса, осуществлять выбор необходимых для покраски той или иной продукции узлов линии, моделировать технологический процесс. Совместно с контроллером Omron CJ2M-CPU33 использованы модули дискретного ввода CJ1W-ID211, дискретного вывода CJ1W-OD232, регулирования температуры CJ1W-TC102, коммуникационные CJ1W-II101 и CJ1WIC101 и др.

|

|
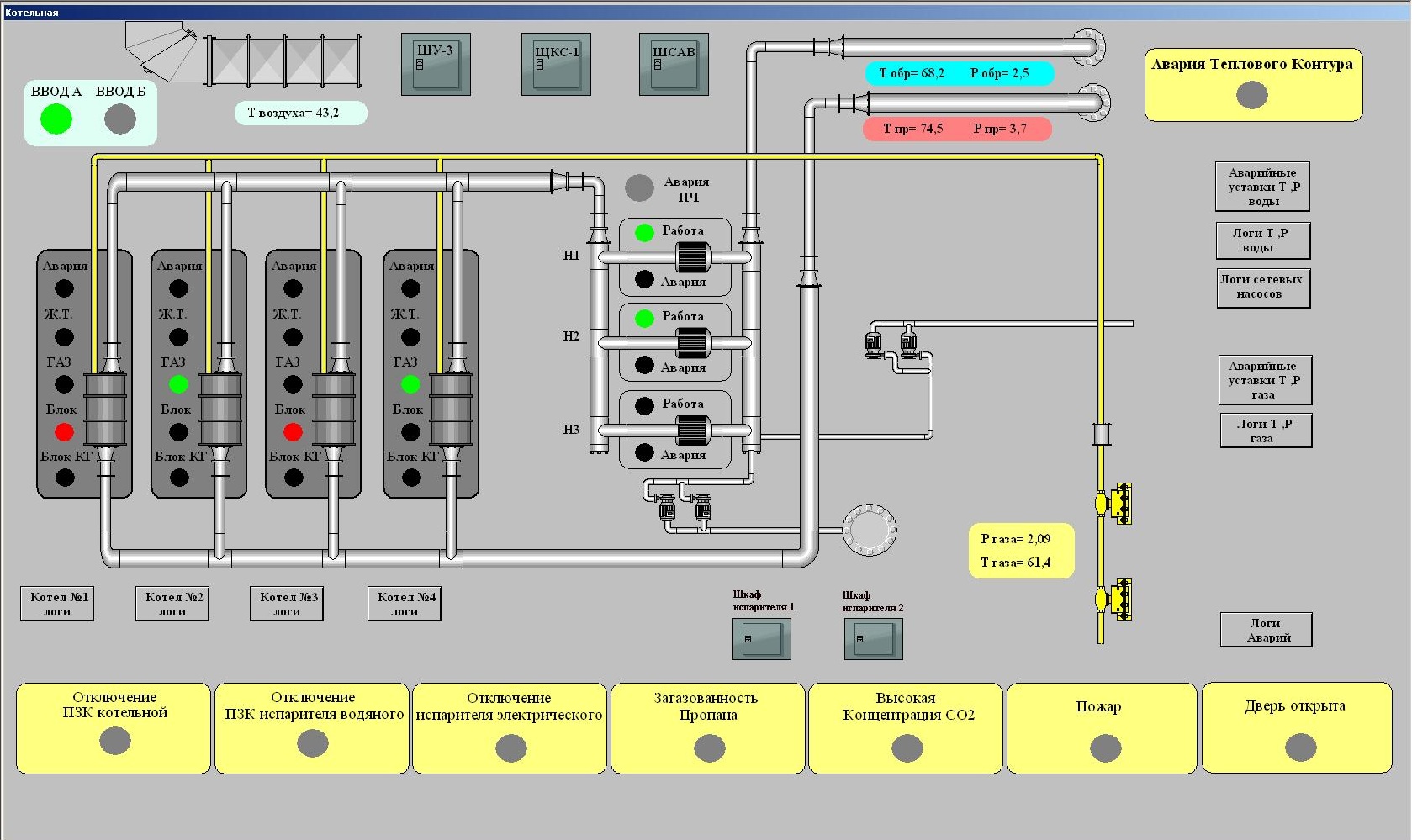
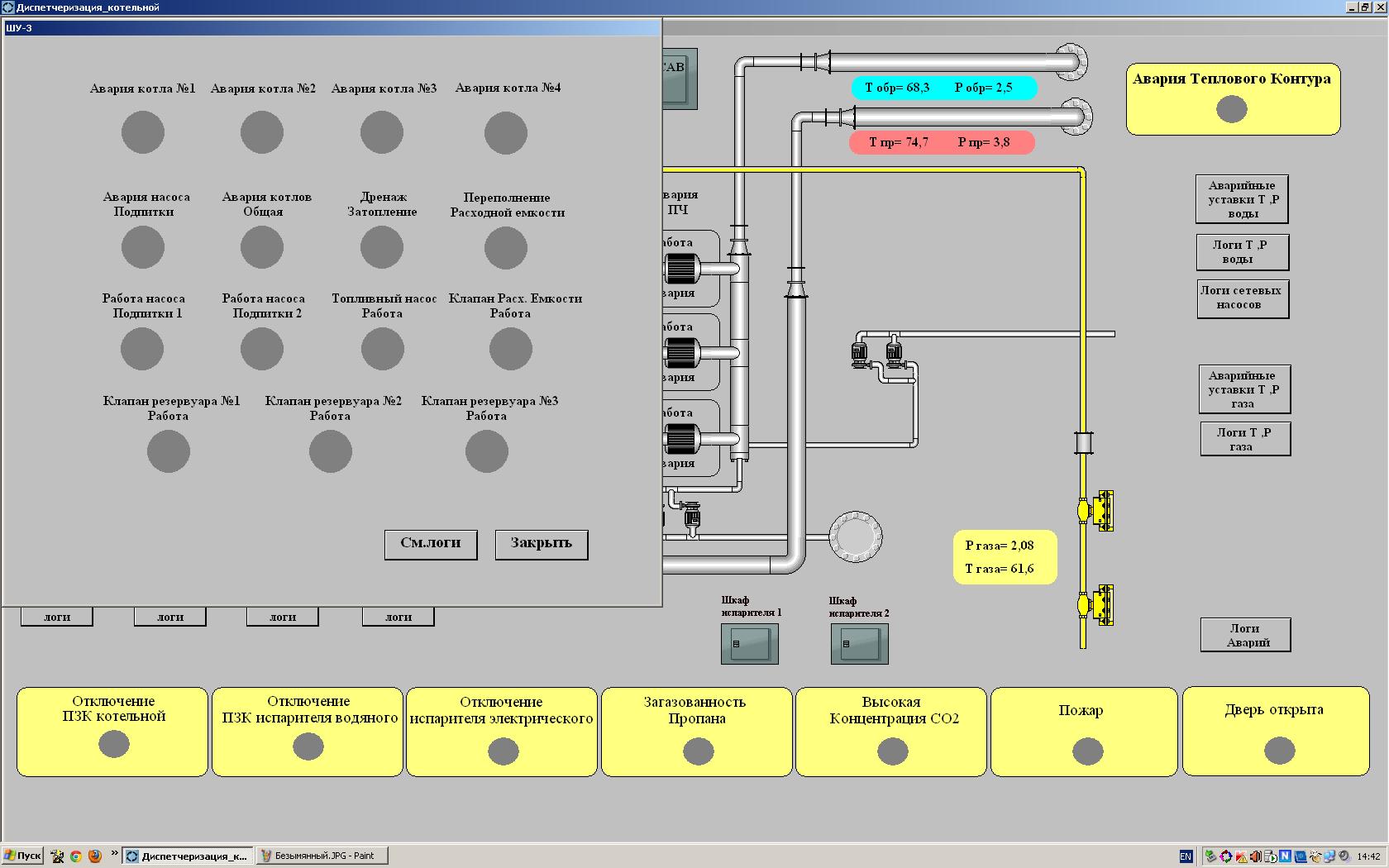
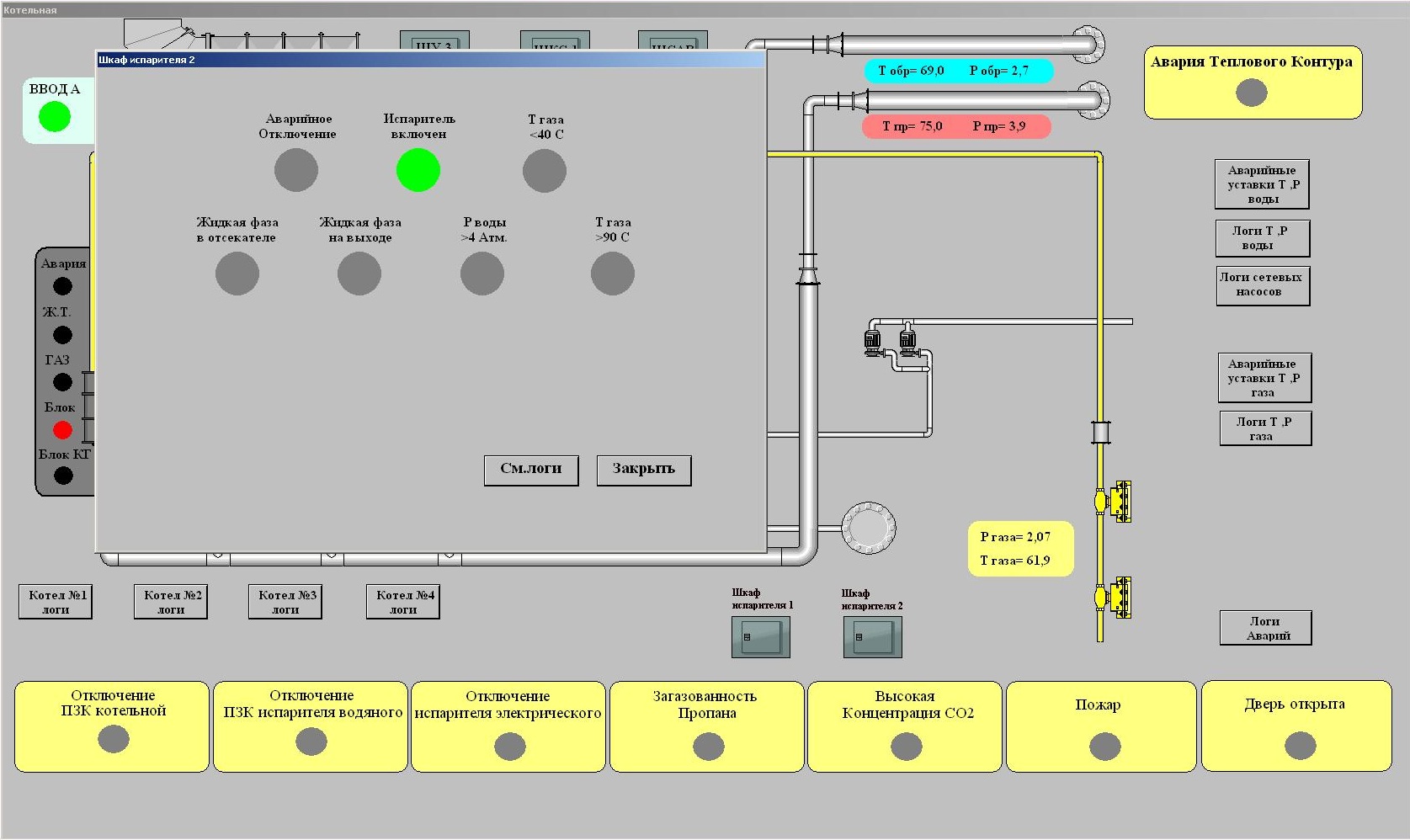
Данная автоматизированная система контроля и учета энергоресурсов (АСКУЭ) котельной реализована на промышленном контроллере Omron ,позволяет контролировать и производить сбор и хранение данных по целому ряду технологических параметров работы котельной, ведение архива по всем аварийным ситуациям, штатным включениям и выключениям сетевых, циркуляционных, подпиточных насосов. Контроль включения и выключения всех котлов, информацию по работе каждого котла, тип топлива, блокировки, аварийные ситуации.

|
|
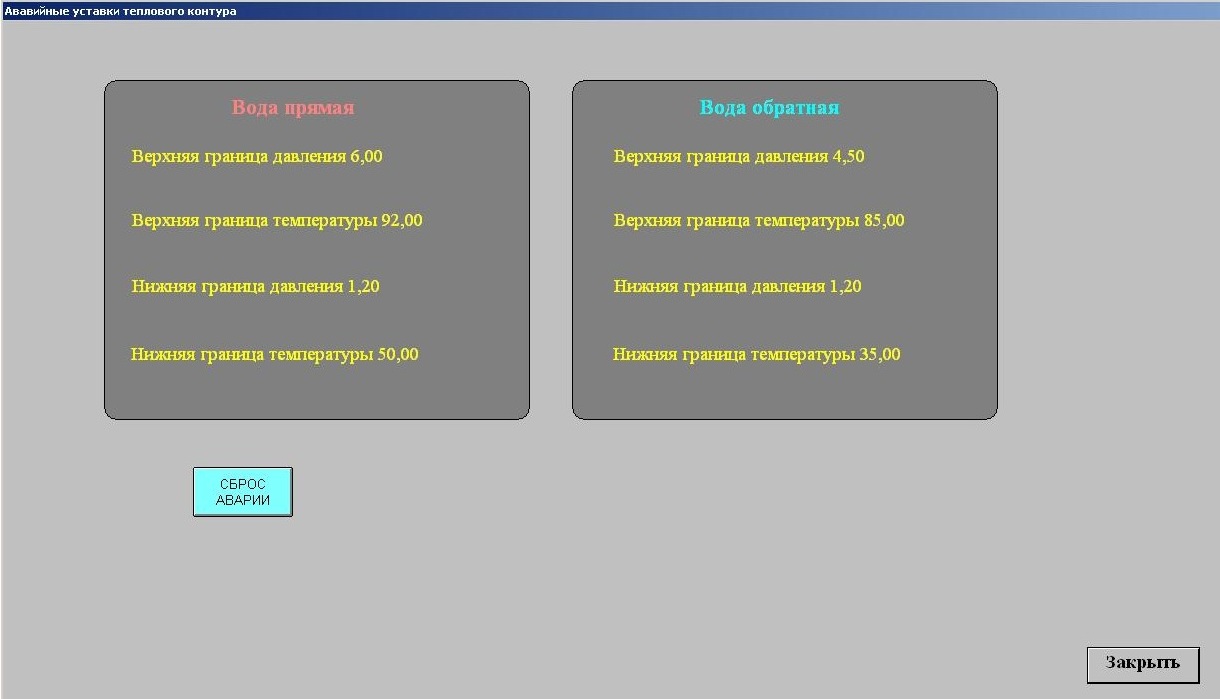
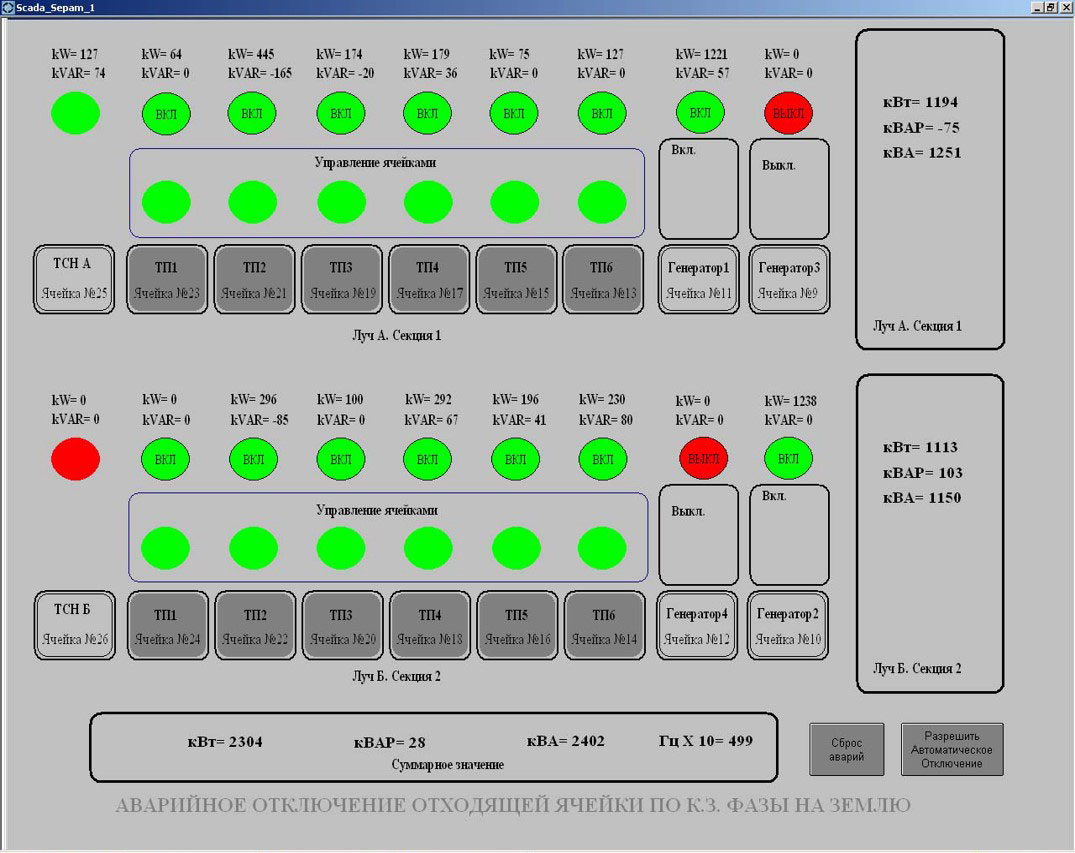
Данная автоматизированная система контроля и учета энергоресурсов (АСКУЭ) котельной реализована на промышленном контроллере Omron. Система установлена в распределительно трансформаторной подстанции в составе автономной ТЭС 10КВ, 7268 КВА, в составе РТП 12 отходящих ячеек, 2 ячейки собственных нужд, 4 генераторных ячейки, 2 секционных. Каждая ячейка оборудована соответствующим модулем Sepam. АСКУЭ дает возможность значительного расширения функциональности, ведение ежесекундных измерений и мониторинга всех параметров ячейки, с глубиной архива 1 год, возможность дистанционного включения/ выключения каждой ячейки. По желанию заказчика, отключение соответствующей ячейки по превышению критической уставки реактивной мощности (отдельные параметры для положительной и отрицательной величины), для каждой отходящей ячейки пределы устанавливается отдельно.
|
|
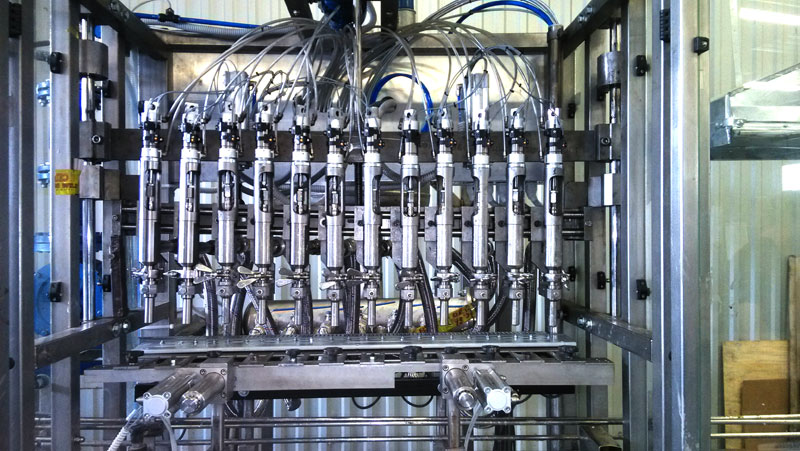
Силами нашей компании проведена модернизация линии розлива жидкого продукта, включающая в себя:
1. Конструктивное изменение узла розлива. Был разработан и изготовлен приемный коллектор узла розлива с увеличенным количеством отводов для разливочных сопел, так же были изготовлены дополнительные сопла розлива, узлы крепления. Количество сопел розлива увеличилось с 10 до 12 шт. 2. Изготовление накопительного стола готовой продукции. С целью обеспечения бесперебойной работы линии после узла укупорки и перед узлом этикетирования был интегрирован многоручьевой накопительный стол. Данное решение продиктовано необходимостью иметь возможность накопления готовой продукции, в случае какой либо задержки или кратковременного сбоя работы этикетировщика. Накопительный стол имеет соответствующую запорную арматуру на выходе, в случае кратковременного сбоя нанесения этикетки, АСУ автоматически закрывает заслонку стола, происходит накопление готовой продукции, после восстановления работоспособности этикетки, заслонка автоматически открывается. Процедура розлива тем самым непрерывна. 3. Модернизацию шкафа АСУ линии. Изучив находящийся в плачевном состоянии существующий шкаф АСУ и, приняв во внимание пожелания технологов производства, операторов линии, специалистами нашей компании был разработан и изготовлен новый пульт АСУ. В новом пульте АСУ были учтен целый ряд необходимых алгоритмов, упростивший работу на линии. В комплексе ,все вышеперечисленные мероприятия дали возможность увеличить производительность линии розлива в 3-4 раза.
|

|
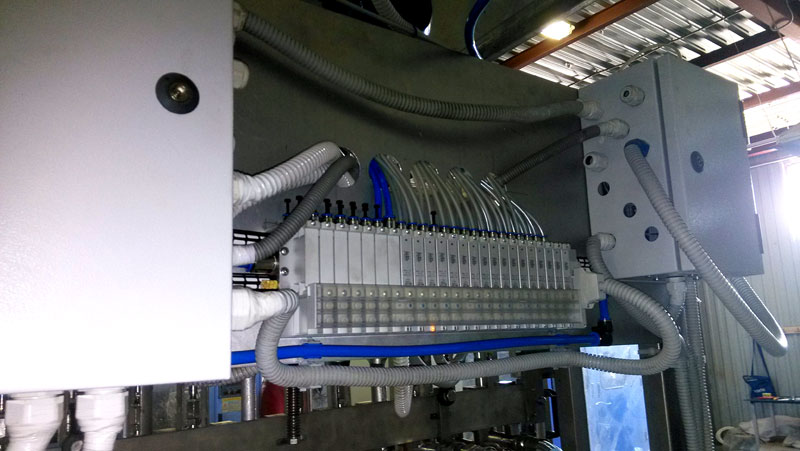
Проект выполнялся для Научно-исследовательского института двигателей (НИИД) г.Москва.
Исследовательский стенд одноцилиндровой установки (ОЦУ), кроме нагружающего устройства с системой управления и регистрации параметров, имеет в своем составе системы, обеспечивающие подачу топлива, масла, воздуха, охлаждающей жидкости и отвод отработавших газов с заданными и регулируемыми параметрами, необходимыми для проведения эксперимента. Информационно-управляющая система (ИУС) выполняет измерение параметров систем, управление регулирующими устройствами, вывод информации на табло и монитор компьютера, обеспечивает хранение информации и ее протоколирование. В аварийных ситуациях ИУС автоматически останавливает ОЦУ. Органы управления и средства отображения информации располагаются на пульте управления. Пульт управления в составе ИУС включает системы, объединенные информационным каналом, имеющие измерители и ПИД-регуляторы для управления с помощью силовых усилителей исполнительными устройствами и индикации о состоянии систем. 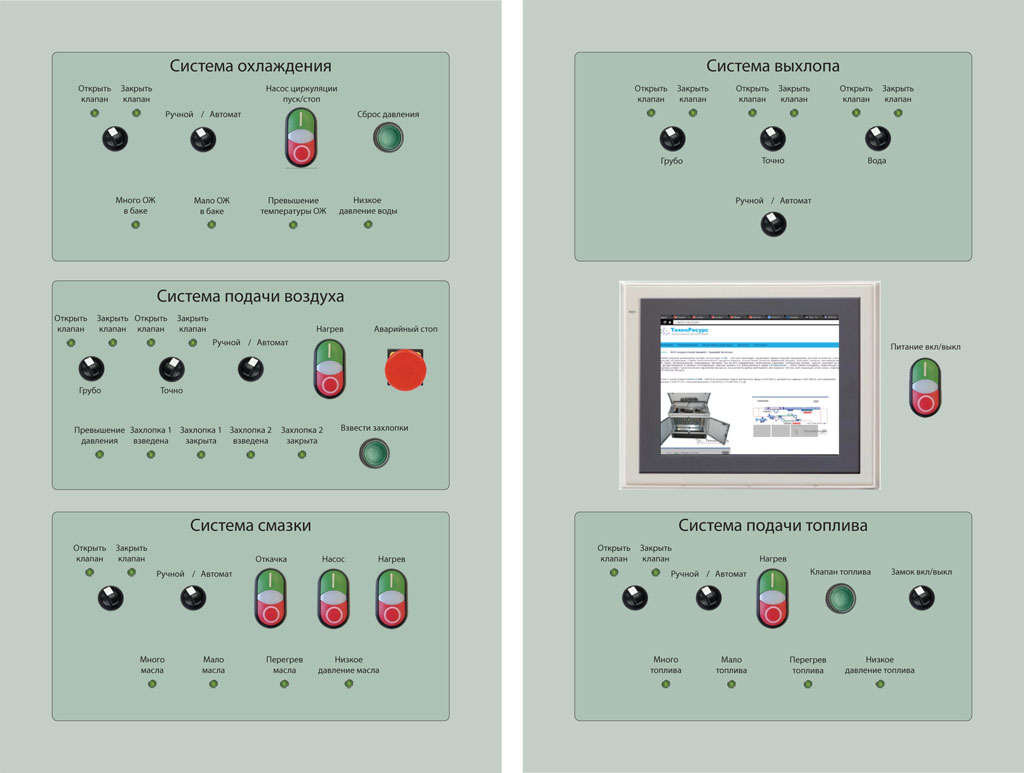 |
|
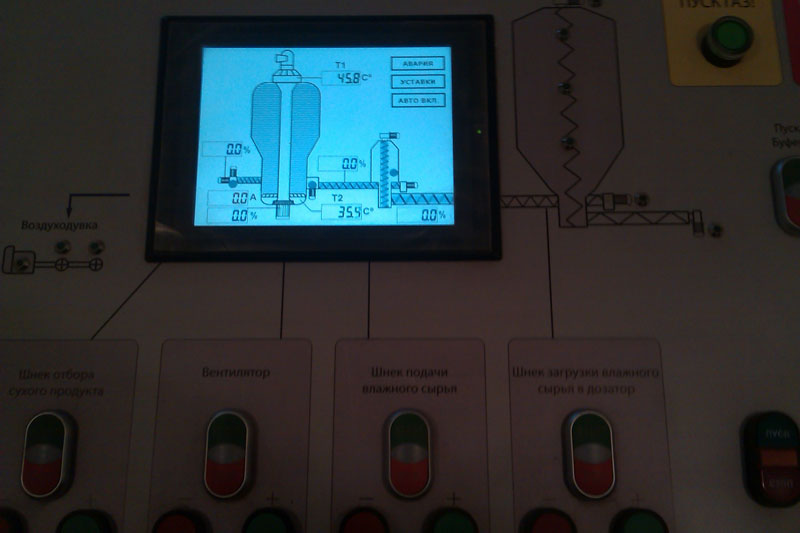
АСУ сушильной установкой "Циклон" (http://agrokorm40.ru/) включает в себя пульт управления и силовую панель с частотными преобразователями и предназначена для запуска, останова и работы установки в автоматическом и ручном режимах.
В автоматическом режиме заданные параметры управления поддерживаются с применением ПИД-регуляторов. Основные параметры процесса отображаются на операторской сенсорной панели Omron NB10 (см. фото), там же при необходимости выводится информация об аварийных ситуациях.
|


|
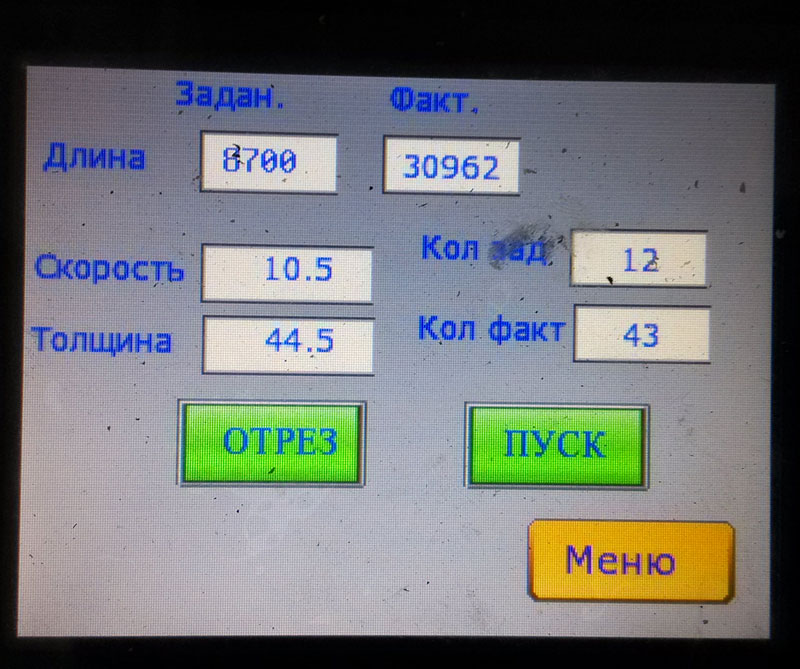
Произведен монтаж новых панели оператора и контроллера в пульт управления заказчика. Выполнены программирование и пусконаладка системы управления производством сэндвич панелей.
|



|
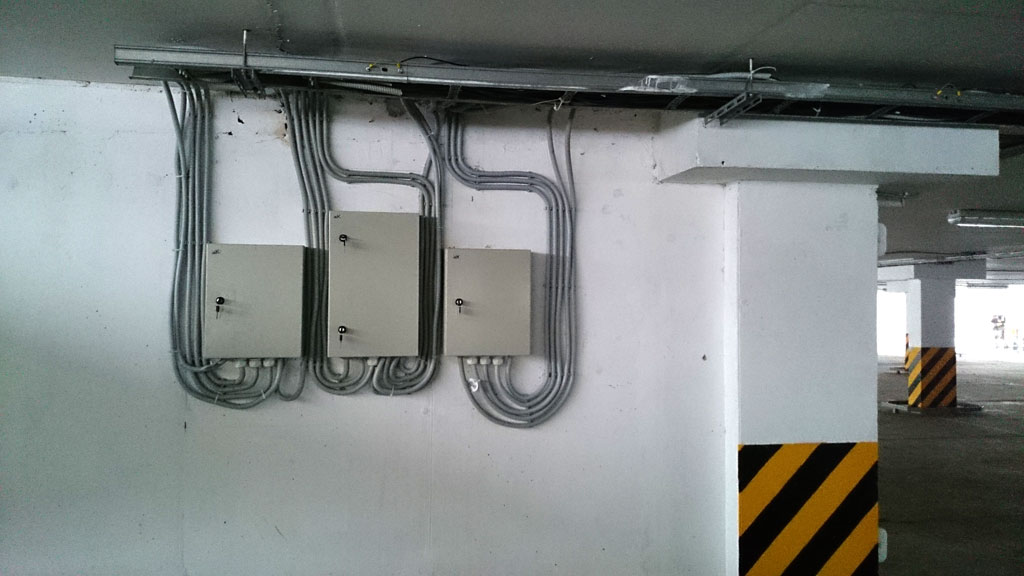
Завершен проект по монтажу и пусконаладке электрооборудования 5-ти уровневого гаража-стоянки на 397 машиномест в ЮВАО города Москвы. Проект выполнялся в рамках заказа ГУП «Дирекция строительства и эксплуатации объектов гаражного строительства города Москвы». В ходе выполненных работ были смонтированы электрические кабельные линии для внутреннего и наружного освежения, установлены внутренние и внешние светильники и световые указатели направления движения на каждом уровне. Были собраны и установлены электрические щиты в электрощитовой и непосредственно на уровнях согласно проекту. Смонтирована система видеонаблюдения и пожарного оповещения, проведены кабели для установки системы контроля доступа.
|

|
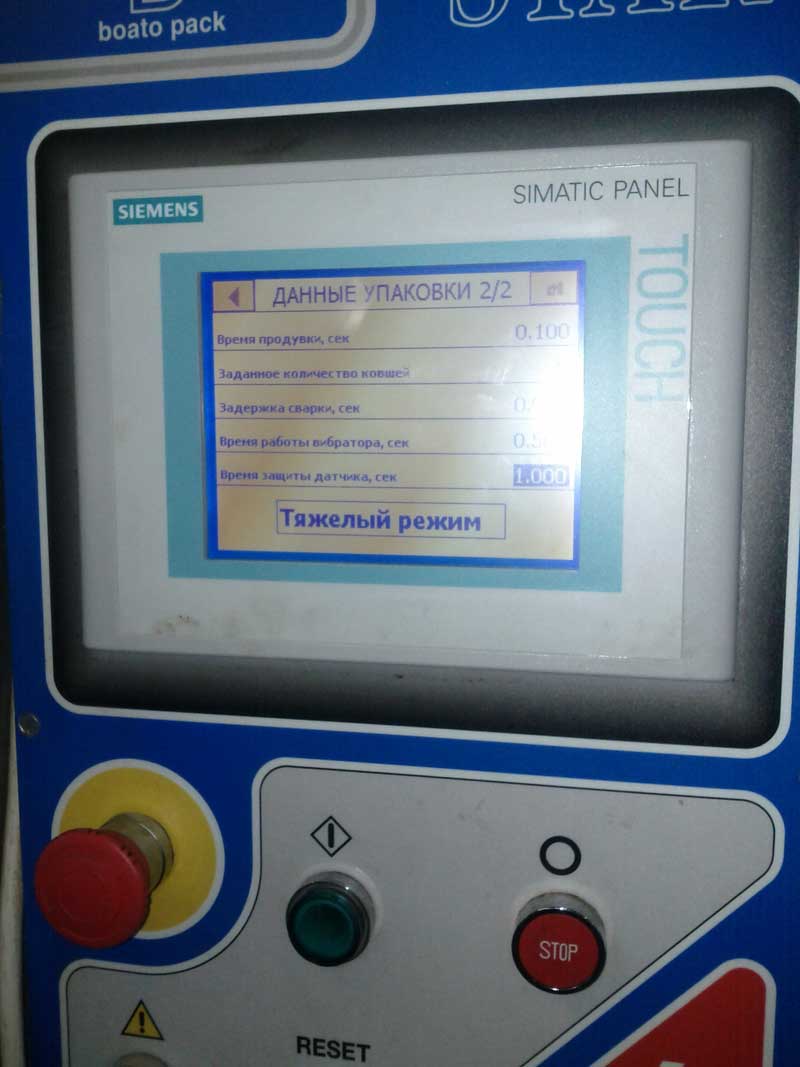
Проект выполнялся для ЗАО "САНТЭК".
Произведена замена панели оператора на SIEMENS TP 177 micro. Переработан алгоритм управления и разработано программное обеспечение для панели SIEMENS TP 177 micro и контроллера SIEMENS S7-200, являющегося ядром системы автоматики. Результатом выполненного проекта стала автоматизированная система управления, позволяющая осуществлять работу по фасовке продукта в автоматическом и ручном режимах и имеющая гибкие возможности по настройке.
Кликните для просмотра дополнительной информации по проекту |

|
Проект выполнялся для компании "САУЛИТ-НИЖИНИРИНГ"  |